Procedura di rivestimento in gomma: processo di legame metallo-gomma
Spiegazione dettagliata della procedura di rivestimento in gomma per materiali in gomma di tipo Lina-tex, compresi i passaggi e i punti tecnici chiave del processo di legame metallo-gomma.
- Processo di preparazione della superficie metallica:
- Processo di preparazione della superficie in gomma:
- Processo di legame metallo-gomma:
Processo di preparazione della superficie metallica:
Fase 1. Rettifica e irruvidimento:
Smerigliare, sabbiare o irruvidire la superficie metallica per ottenere un profilo superficiale di 80 micron. Dopodiché, assicurarsi che la superficie metallica sia accuratamente pulita per rimuovere eventuali contaminanti.

Fase 2. Pretrattamento superficiale:
Entro 4 ore dalla sabbiatura, applicare un agente di pretrattamento del metallo (ad esempio, Adesivo LOCTITE SF-7467) sulla superficie metallica pulita e asciutta. Questo pretrattamento garantisce una migliore adesione.

Fase 3. Rimozione dell'agente di pretrattamento:
Dopo aver applicato l'agente di pretrattamento per 1 minuto (non superare i 5 minuti), rimuovere l'eccesso utilizzando un rullo di schiuma assorbente e carta assorbente. Questo trattamento può proteggere la superficie metallica dalla ruggine fino a 7 giorni.
Fase 4. Applicazione dell'adesivo metallico LPT1205:
Mescolare bene il Adesivo metallico LPT1205 prima dell'applicazione. Utilizzando un pennello o un rullo, applicare uno strato uniforme sulla superficie metallica preparata. Dopo l'applicazione, lasciare asciugare l'adesivo naturalmente a temperatura ambiente per 60 minuti. Se possibile, applicare calore migliorerà le prestazioni di legame. Lo spessore tipico della pellicola asciutta dovrebbe essere compreso tra 5,1 e 10,2 micron. Dopo l'applicazione dell'adesivo, assicurarsi che le parti metalliche siano conservate correttamente, protette da polvere, olio e umidità e che il tempo massimo di conservazione non superi un mese.

Per saperne di più sulle istruzioni operative e sulle linee guida di sicurezza per LPT1205, fare clic per scaricare: LPT1205 Scheda di sicurezza, LPT1205 TDS.
Prodotti alternativi:
I clienti possono anche usare i prodotti CHEMLOK 205 e CHEMLOK 220. Per prima cosa, applicare uno strato di CHEMLOK 205 sulla superficie metallica trattata. Una volta completamente asciutto, applicare un secondo strato di CHEMLOK 220.
Nota:
Se è richiesta la vulcanizzazione, dopo l'applicazione dell'adesivo, posizionare i pezzi di metallo trattati nello stampo caldo. Riempire rapidamente con gomma e chiudere lo stampo per evitare la polimerizzazione prematura dell'adesivo metallico, che potrebbe causare guasti. Assicurarsi che sia l'adesivo metallico che la gomma polimerizzino simultaneamente. Il tempo di polimerizzazione deve essere allineato al tempo di vulcanizzazione per ottenere le migliori prestazioni di legame.
Processo di preparazione della superficie in gomma:
Fase 1. macinazione:
Utilizzare una mola abrasiva in carburo di tungsteno per irruvidire la superficie di legame in gomma non contaminata. Durante la smerigliatura, fare attenzione a non lucidare o bruciare la gomma. Dopo la smerigliatura, pulire accuratamente la superficie in gomma. Se la gomma è stata pretrattata con irruvidimento monolaterale in fabbrica, non sono necessari ulteriori trattamenti.

Fase 2. Pulizia e asciugatura:
Pulisci la superficie in gomma con Agente detergente LPT360 per rimuovere sporco e residui. Dopo la pulizia, lasciare asciugare la superficie naturalmente o applicare calore per asciugarla completamente, assicurandosi che la gomma sia priva di umidità.
Fase 3. Taglio della gomma:
Segnare e tagliare la gomma nelle forme e nelle dimensioni desiderate.
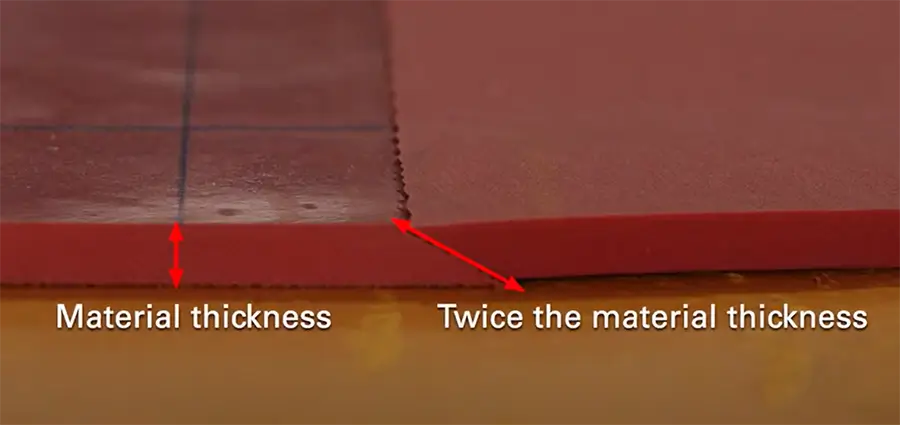
Trattamento congiunto:
In genere si utilizza un giunto a sovrapposizione trapezoidale standard, assicurando che la lunghezza della sovrapposizione inclinata nel giunto sia almeno il doppio dello spessore della gomma.
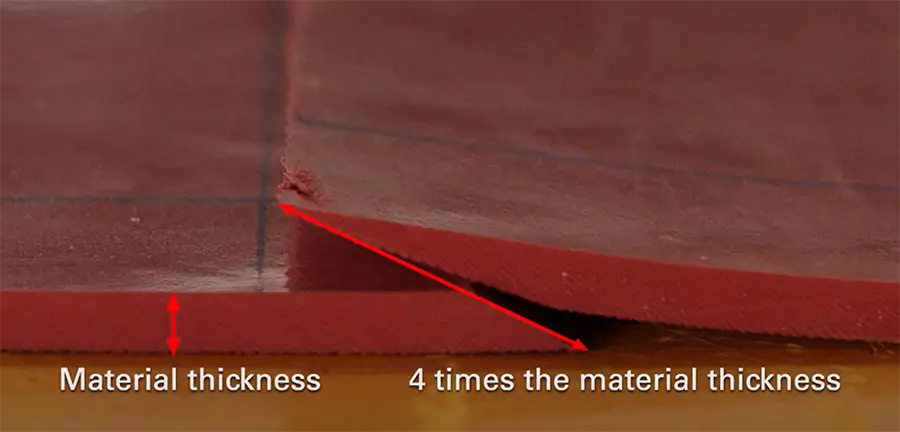
Per applicazioni in cui l'ambiente è acido o altamente corrosivo, come i rivestimenti dei serbatoi d'acqua, utilizzare un giunto trapezoidale sovrapposto, in cui la lunghezza della sovrapposizione inclinata deve essere quattro volte lo spessore della gomma.
Fase 4. Applicazione dell'agente di trattamento della gomma:
Versare LPT366 Componente agente di trattamento della gomma B dentro il Un componente e mescolare accuratamente fino a quando B non si è completamente sciolto. Nota: l'agente di trattamento miscelato deve essere utilizzato entro 4 ore.
Dopo la miscelazione, applicare uno strato uniforme di agente di trattamento della gomma sulla superficie di legame preparata della gomma. Lasciare asciugare naturalmente o accelerare il processo di essiccazione con il calore.
Per saperne di più sulle istruzioni operative e sulle linee guida di sicurezza per LPT 366, fare clic per scaricare: LPT 366 Scheda di sicurezza ,LPT 366 TDS .
Processo di legame metallo-gomma:
Fase 1. Miscelazione dell'adesivo:
Mescolare Adesivo LPT3008 E Agente di indurimento ER65 in un rapporto di peso di 100:5. Assicurarsi che la miscela sia ben miscelata.
Nota: L'adesivo miscelato deve essere utilizzato entro 3 ore. Ogni fusto da 3,5 kg di Adesivo LPT3008 copre circa 4 metri quadrati di gomma.
Fase 2. Applicazione dell'adesivo su superfici in gomma e metallo:
Applicare l'adesivo in due strati, assicurandosi che ogni strato sia distribuito uniformemente per garantire la completa penetrazione dell'adesivo nella superficie di incollaggio. Dopo il primo strato, lasciarlo asciugare completamente prima di applicare il secondo strato. Questo può essere fatto in un giorno o in due giorni.

Per saperne di più sulle istruzioni operative e sulle linee guida di sicurezza per LPT 3008, fare clic per scaricare: Scheda di sicurezza LPT 3008, LPT 3008 TDS, Scheda di sicurezza ER 65.
Fase 3. Legame:
Una volta che la seconda mano è asciutta al tatto e non è più appiccicosa, inizia il processo di incollaggio. Allinea le due superfici di incollaggio e premile insieme. Usa un martello di gomma per battere dal centro verso l'esterno, assicurandoti che le superfici siano ben incollate e che eventuali sacche d'aria siano state rimosse.
Fase 4. Post-incollaggio:

Dopo aver completato l'incollaggio, attendere almeno 3 ore prima di procedere con qualsiasi operazione di taglio o rettifica sulla gomma. Lasciare riposare i materiali incollati per almeno 24 ore per garantire una sufficiente resistenza all'incollaggio.