ゴムライニング手順 - 金属とゴムの接着プロセス
リナテックスタイプのゴム材料のゴムライニング手順について、金属とゴムの接着プロセスの手順と技術的なポイントを含めて詳しく説明します。.
金属表面処理プロセス:
ステップ1。 研削と粗面化:
金属表面を研磨、グリットブラスト、または粗面化して、80 ミクロンの表面プロファイルを実現します。その後、金属表面を徹底的に洗浄して、汚染物質をすべて除去します。

ステップ2。 表面前処理:
ブラスト後4時間以内に金属前処理剤(例: ロックタイト SF-7467)を洗浄して乾燥させた金属表面に塗布します。この前処理により、より優れた接着性が確保されます。

ステップ3。 前処理剤の除去:
前処理剤を 1 分間塗布した後 (5 分を超えないようにしてください)、吸収フォームローラーと吸収紙を使用して余分な部分を取り除きます。この処理により、金属表面を最大 7 日間錆から保護できます。
ステップ4。 LPT1205金属接着剤の塗布:
よく混ぜる LPT1205 金属接着剤 塗布する前に、ブラシまたはローラーを使用して、準備した金属表面に均一な層を塗布します。塗布後、接着剤を室温で 60 分間自然乾燥させます。可能であれば、加熱すると接着性能が向上します。通常の乾燥膜厚は 5.1~10.2 ミクロンです。接着剤を塗布した後は、金属部品が適切に保管され、ほこり、油、湿気から保護されていることを確認してください。保管時間は最大 1 か月を超えないようにしてください。

LPT1205 の操作手順と安全ガイドラインの詳細については、以下をクリックしてダウンロードしてください。 LPT1205 安全データシート, LPT1205 TDS.
代替製品:
CHEMLOK 205 および CHEMLOK 220 製品も使用できます。まず、処理する金属表面に CHEMLOK 205 を 1 層塗布します。完全に乾燥したら、CHEMLOK 220 の 2 層目を塗布します。
注記:
加硫が必要な場合は、接着剤を塗布した後、処理済みの金属ワークピースを熱い金型に入れます。すぐにゴムを充填して金型を閉じ、金属接着剤の早期硬化を防ぎ、故障の原因となるのを防ぎます。金属接着剤とゴムの両方が同時に硬化するようにしてください。最高の接着性能を得るには、硬化時間と加硫時間を一致させる必要があります。
ゴム表面処理プロセス:
ステップ1。 研削:
タングステンカーバイドの研削ホイールを使用して、汚れていないゴムの接着面を粗くします。研削中は、ゴムを磨いたり燃やしたりしないように注意してください。研削後は、ゴムの表面を徹底的に洗浄します。工場でゴムの片面を粗くする前処理が済んでいる場合は、それ以上の処理は必要ありません。

ステップ2。 洗浄と乾燥:
ゴムの表面を LPT360 洗浄剤 汚れや残留物を取り除きます。洗浄後は、表面を自然乾燥させるか、熱を加えて完全に乾燥させ、ゴムに水分が残らないようにします。
ステップ3。 ゴムを切る:
ゴムを必要な形とサイズに印を付けてカットします。
関節治療:
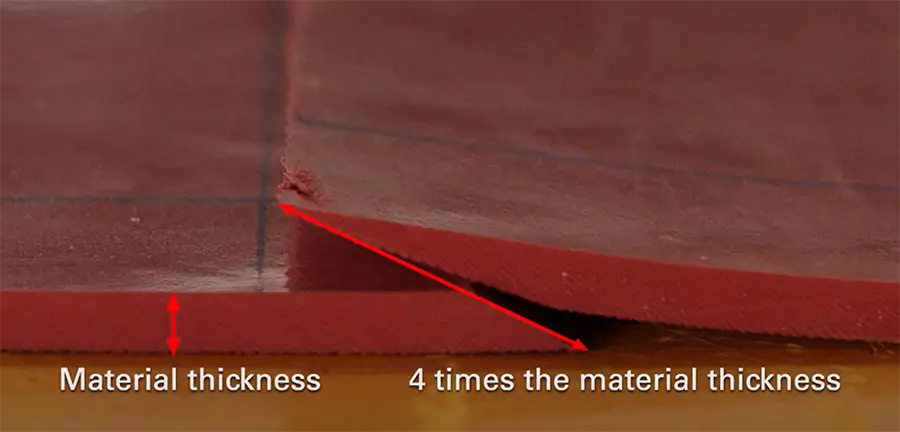
通常は、標準的な台形重ね継ぎが使用され、継ぎ目の傾斜した重なりの長さがゴムの厚さの少なくとも 2 倍になるようにします。
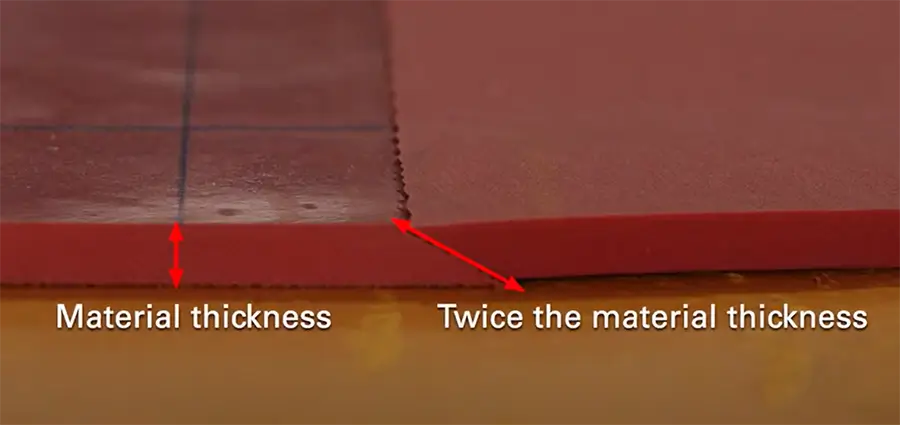
水タンクのライニングなど、酸性または腐食性の高い環境での用途では、傾斜した重なりの長さがゴムの厚さの 4 倍になるように、重なり合う台形ジョイントを使用します。
ステップ4。 ゴム処理剤の塗布:
注ぐ LPT366 ゴム処理剤B成分 に コンポーネント Bが完全に溶解するまでよく混ぜます。注意:混合した処理剤は4時間以内に使用してください。
混合後、ゴムの接着面にゴム処理剤を均一に塗布し、自然乾燥させるか、加熱して乾燥を早めます。
LPT 366 の操作手順と安全ガイドラインの詳細については、以下をクリックしてダウンロードしてください。 LPT 366 安全データシート ,LPT 366 TDS .
金属とゴムの接合プロセス:
ステップ1。 接着剤の混合:
ミックス LPT3008 接着剤 そして ER65 硬化剤 重量比は 100:5 です。混合物が完全に混ざっていることを確認してください。
注記: 混合した接着剤は3時間以内に使用してください。3.5kgドラム缶1本につき LPT3008 接着剤 約4平方メートルのゴムを覆います。
ステップ2。 ゴムや金属の表面への接着剤の塗布:
接着剤を 2 回に分けて塗布し、各層が均一に塗布され、接着剤が接着面に完全に浸透するようにしてください。最初の層を塗布した後、完全に乾燥させてから 2 回目の層を塗布してください。これは 1 日で行うこともあれば、2 日かけて行うこともあります。

LPT 3008 の操作手順と安全ガイドラインの詳細については、以下をクリックしてダウンロードしてください。 LPT 3008 安全データシート, LPT 3008 TDS, ER 65 安全データシート.
ステップ3。 ボンディング:
2 回目の塗装が乾いてベタつかなくなったら、接着作業を開始します。2 つの接着面を揃えて押し付けます。ゴム製のハンマーを使用して中心から外側に向かって叩き、表面がしっかりと接着され、空気ポケットがなくなるようにします。
ステップ4。 結合後:

接着が完了したら、ゴムの切断や研磨作業を行う前に少なくとも 3 時間待ちます。十分な接着強度を確保するために、接着した材料を少なくとも 24 時間放置します。