Procedimento de revestimento de borracha - Processo de colagem de metal com borracha
Explicação detalhada do procedimento de revestimento de borracha para materiais de borracha do tipo Lina-tex, incluindo as etapas e os principais pontos técnicos do processo de adesão metal-borracha.
- Processo de preparação da superfície metálica:
- Processo de preparação da superfície de borracha:
- Processo de colagem de metal e borracha:
Processo de preparação da superfície metálica:
Passo 1. Retificação e desbaste:
Lixe, faça jateamento de areia ou torne áspera a superfície metálica para obter um perfil de superfície de 80 mícrons. Depois disso, certifique-se de que a superfície metálica esteja completamente limpa para remover quaisquer contaminantes.

Passo 2. Pré-tratamento de superfície:
Dentro de 4 horas após o jateamento, aplique um agente de pré-tratamento de metal (por exemplo, LOCTITE SF-7467) à superfície de metal limpa e seca. Este pré-tratamento garante melhor adesão.

Etapa 3. Remoção do agente de pré-tratamento:
Após aplicar o agente de pré-tratamento por 1 minuto (não exceda 5 minutos), remova o excesso usando um rolo de espuma absorvente e papel absorvente. Este tratamento pode proteger a superfície metálica da ferrugem por até 7 dias.
Passo 4. Aplicação do adesivo metálico LPT1205:
Misture bem o Adesivo para metais LPT1205 antes da aplicação. Usando um pincel ou rolo, aplique uma camada uniforme na superfície metálica preparada. Após a aplicação, deixe o adesivo secar naturalmente em temperatura ambiente por 60 minutos. Se possível, aplicar calor melhorará o desempenho da colagem. A espessura típica do filme seco deve estar entre 5,1–10,2 mícrons. Após a aplicação do adesivo, certifique-se de que as peças metálicas sejam armazenadas adequadamente, protegidas de poeira, óleo e umidade, e o tempo máximo de armazenamento não deve exceder um mês.

Para saber mais sobre as instruções de operação e diretrizes de segurança do LPT1205, clique para baixar: LPT1205 MSDS, LPT1205 TDS.
Produtos alternativos:
Os clientes também podem usar os produtos CHEMLOK 205 e CHEMLOK 220. Primeiro, aplique uma camada de CHEMLOK 205 na superfície metálica tratada. Depois de totalmente seco, aplique uma segunda camada de CHEMLOK 220.
Observação:
Se a vulcanização for necessária, após a aplicação do adesivo, coloque as peças de metal tratadas no molde quente. Encha rapidamente com borracha e feche o molde para evitar a cura prematura do adesivo de metal, o que pode levar à falha. Certifique-se de que tanto o adesivo de metal quanto a borracha curem simultaneamente. O tempo de cura deve estar alinhado com o tempo de vulcanização para atingir o melhor desempenho de colagem.
Processo de preparação da superfície de borracha:
Passo 1. Moagem:
Use uma roda de moagem de carboneto de tungstênio para tornar áspera a superfície de ligação de borracha não contaminada. Durante a moagem, tome cuidado para evitar polir ou queimar a borracha. Após a moagem, limpe a superfície de borracha completamente. Se a borracha tiver sido pré-tratada com aspereza unilateral na fábrica, nenhum tratamento adicional é necessário.

Passo 2. Limpeza e secagem:
Limpe a superfície de borracha com Agente de limpeza LPT360 para remover sujeira e resíduos. Após a limpeza, deixe a superfície secar naturalmente ou aplique calor para secá-la completamente, garantindo que a borracha esteja livre de umidade.
Etapa 3. Cortando a borracha:
Marque e corte a borracha nos formatos e tamanhos necessários.
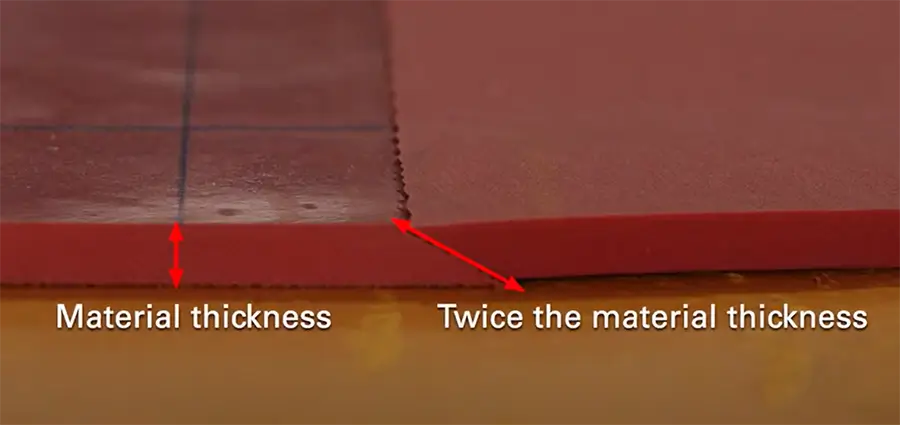
Tratamento das articulações:
Normalmente, é usada uma junta sobreposta trapezoidal padrão, garantindo que o comprimento da sobreposição inclinada na junta seja pelo menos duas vezes a espessura da borracha.
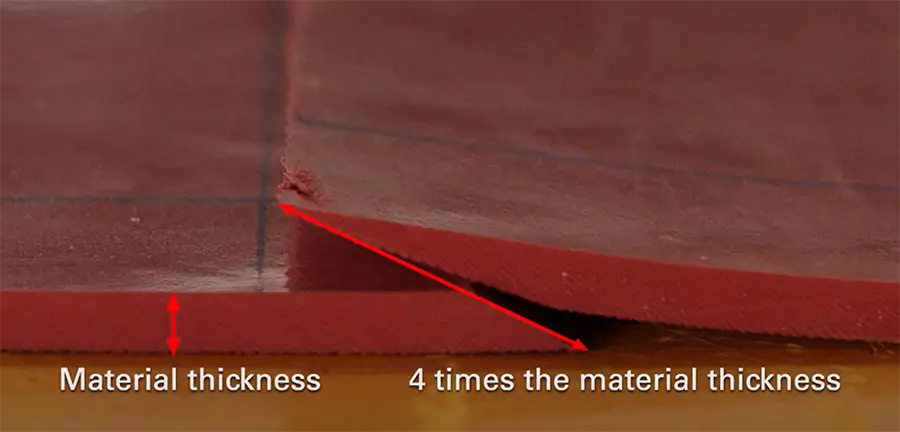
Para aplicações onde o ambiente é ácido ou altamente corrosivo, como revestimentos de tanques de água, use uma junta trapezoidal sobreposta, onde o comprimento da sobreposição inclinada deve ser quatro vezes a espessura da borracha.
Passo 4. Aplicação do agente de tratamento de borracha:
Derramar Componente B do agente de tratamento de borracha LPT366 para dentro do Um componente e misture bem até que B esteja completamente dissolvido. Nota: O agente de tratamento misturado deve ser usado dentro de 4 horas.
Após misturar, aplique uma camada uniforme do agente de tratamento de borracha na superfície de ligação preparada da borracha. Deixe secar naturalmente ou acelere o processo de secagem com calor.
Para saber mais sobre as instruções de operação e diretrizes de segurança do LPT 366, clique para baixar: LPT 366 MSDS ,LPT 366 TDS .
Processo de colagem de metal e borracha:
Passo 1. Misturando o Adesivo:
Mistura Adesivo LPT3008 e Agente de cura ER65 em uma proporção de peso de 100:5. Certifique-se de que a mistura esteja bem misturada.
Observação: O adesivo misturado deve ser usado em até 3 horas. Cada tambor de 3,5 kg de Adesivo LPT3008 cobre aproximadamente 4 metros quadrados de borracha.
Passo 2. Aplicação de adesivo em superfícies de borracha e metal:
Aplique o adesivo em duas camadas, garantindo que cada camada seja espalhada uniformemente para garantir a penetração total do adesivo na superfície de colagem. Após a primeira camada, deixe secar completamente antes de aplicar a segunda camada. Isso pode ser feito em um dia ou em dois dias.

Para saber mais sobre as instruções de operação e diretrizes de segurança do LPT 3008, clique para baixar: LPT 3008 MSDS, LPT 3008 TDS, ER 65 MSDS.
Etapa 3. Ligação:
Assim que a segunda camada estiver seca ao toque e não estiver mais pegajosa, comece o processo de colagem. Alinhe as duas superfícies de colagem e pressione-as juntas. Use um martelo de borracha para bater do centro para fora, garantindo que as superfícies estejam firmemente coladas e quaisquer bolsas de ar sejam removidas.
Passo 4. Pós-colagem:

Após concluir a colagem, espere pelo menos 3 horas antes de prosseguir com qualquer operação de corte ou trituração na borracha. Deixe os materiais colados descansarem por no mínimo 24 horas para garantir força de colagem suficiente.