Gummierungsverfahren - Metall-Gummi-Verbindungsverfahren
Detaillierte Beschreibung des Verfahrens zur Gummiauskleidung von Gummimaterialien des Typs Lina-tex, einschließlich der Schritte und technischen Schlüsselaspekte des Metall-Gummi-Verbindungsprozesses.
- Prozess zur Vorbereitung der Metalloberfläche:
- Verfahren zur Vorbereitung der Gummioberfläche:
- Metall-Gummi-Verbindungsverfahren:
Prozess zur Vorbereitung der Metalloberfläche:
Schritt 1. Schleifen und Aufrauen:
Schleifen, sandstrahlen oder aufrauen Sie die Metalloberfläche, um ein Oberflächenprofil von 80 Mikrometer zu erreichen. Stellen Sie anschließend sicher, dass die Metalloberfläche gründlich gereinigt wird, um alle Verunreinigungen zu entfernen.

Schritt 2. Oberflächenvorbehandlung:
Innerhalb von 4 Stunden nach dem Strahlen ein Metallvorbehandlungsmittel auftragen (z. B. LOCTITE SF-7467) auf die gereinigte und getrocknete Metalloberfläche auftragen. Diese Vorbehandlung sorgt für eine bessere Haftung.

Schritt 3. Entfernung des Vorbehandlungsmittels:
Nach einer Einwirkzeit von 1 Minute (nicht länger als 5 Minuten) entfernen Sie den Überschuss mit einer saugfähigen Schaumstoffrolle und saugfähigem Papier. Diese Behandlung kann die Metalloberfläche bis zu 7 Tage lang vor Rost schützen.
Schritt 4. Auftragen des Metallklebers LPT1205:
Mischen Sie gründlich die LPT1205 Metallkleber vor dem Auftragen. Tragen Sie mit einem Pinsel oder einer Rolle eine gleichmäßige Schicht auf die vorbereitete Metalloberfläche auf. Lassen Sie den Klebstoff nach dem Auftragen 60 Minuten lang bei Raumtemperatur natürlich trocknen. Wenn möglich, verbessert die Anwendung von Wärme die Klebeleistung. Die typische Trockenfilmdicke sollte zwischen 5,1 und 10,2 Mikrometer liegen. Stellen Sie nach dem Auftragen des Klebstoffs sicher, dass die Metallteile ordnungsgemäß gelagert und vor Staub, Öl und Feuchtigkeit geschützt sind. Die maximale Lagerzeit sollte einen Monat nicht überschreiten.

Um mehr über die Bedienungsanleitung und Sicherheitsrichtlinien für LPT1205 zu erfahren, klicken Sie hier zum Herunterladen: LPT1205 Sicherheitsdatenblatt, LPT1205 TDS.
Alternative Produkte:
Kunden können auch die Produkte CHEMLOK 205 und CHEMLOK 220 verwenden. Tragen Sie zunächst eine Schicht CHEMLOK 205 auf die behandelte Metalloberfläche auf. Sobald diese vollständig getrocknet ist, tragen Sie eine zweite Schicht CHEMLOK 220 auf.
Notiz:
Wenn eine Vulkanisierung erforderlich ist, legen Sie die behandelten Metallwerkstücke nach dem Auftragen des Klebstoffs in die heiße Form. Füllen Sie die Form schnell mit Gummi und schließen Sie sie, um ein vorzeitiges Aushärten des Metallklebstoffs zu verhindern, das zu einem Ausfall führen könnte. Stellen Sie sicher, dass sowohl der Metallklebstoff als auch der Gummi gleichzeitig aushärten. Die Aushärtezeit sollte mit der Vulkanisierungszeit übereinstimmen, um die beste Klebeleistung zu erzielen.
Verfahren zur Vorbereitung der Gummioberfläche:
Schritt 1. Schleifen:
Mit einer Hartmetall-Schleifscheibe die unverschmutzte Gummi-Bindefläche aufrauen. Beim Schleifen darauf achten, dass der Gummi nicht poliert oder verbrannt wird. Nach dem Schleifen die Gummioberfläche gründlich reinigen. Wenn der Gummi werkseitig mit einseitiger Aufrauung vorbehandelt wurde, ist keine weitere Behandlung erforderlich.

Schritt 2. Reinigung und Trocknung:
Reinigen Sie die Gummioberfläche mit LPT360 Reinigungsmittel um Schmutz und Rückstände zu entfernen. Lassen Sie die Oberfläche nach der Reinigung natürlich trocknen oder wenden Sie Hitze an, um sie vollständig zu trocknen. Stellen Sie sicher, dass der Gummi frei von Feuchtigkeit ist.
Schritt 3. Den Gummi zuschneiden:
Markieren und schneiden Sie den Gummi in die gewünschten Formen und Größen.
Gelenkbehandlung:
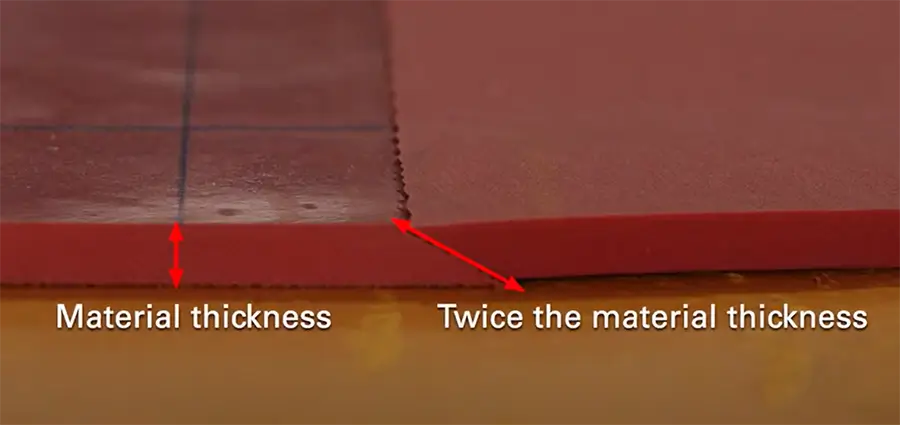
Normalerweise wird eine standardmäßige trapezförmige Überlappverbindung verwendet. Dabei muss sichergestellt werden, dass die Länge der schrägen Überlappung an der Verbindung mindestens doppelt so groß ist wie die Dicke des Gummis.
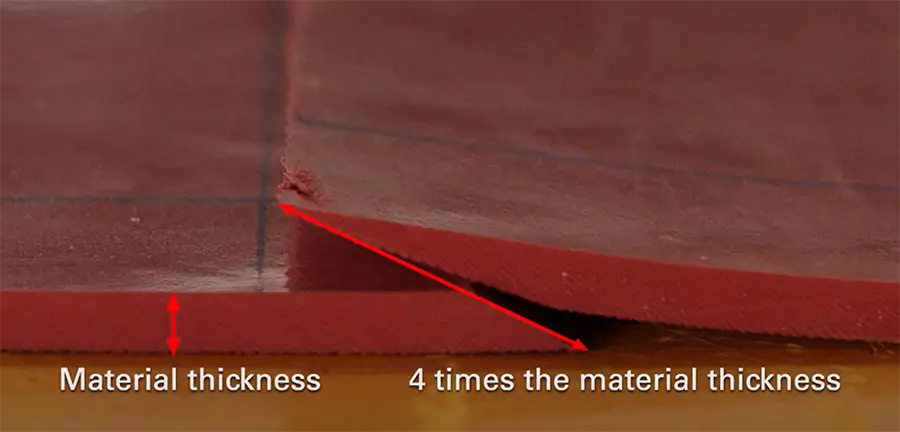
Verwenden Sie für Anwendungen in säurehaltigen oder stark korrosiven Umgebungen, wie z. B. bei der Auskleidung von Wassertanks, eine überlappende Trapezverbindung, bei der die Länge der schrägen Überlappung das Vierfache der Gummidicke betragen sollte.
Schritt 4. Auftragen des Gummibehandlungsmittels:
Gießen LPT366 Gummibehandlungsmittel B-Komponente in die Eine Komponente und gründlich mischen, bis B vollständig aufgelöst ist. Hinweis: Das gemischte Behandlungsmittel sollte innerhalb von 4 Stunden verwendet werden.
Nach dem Mischen eine gleichmäßige Schicht des Gummibehandlungsmittels auf die vorbereitete Klebefläche des Gummis auftragen. Natürlich trocknen lassen oder den Trocknungsprozess mit Wärme beschleunigen.
Um mehr über die Bedienungsanleitung und Sicherheitsrichtlinien für LPT 366 zu erfahren, klicken Sie hier zum Herunterladen: LPT 366 Sicherheitsdatenblatt ,LPT 366 TDS .
Metall-Gummi-Verbindungsverfahren:
Schritt 1. Mischen des Klebstoffs:
Mischen LPT3008 Klebstoff Und ER65 Härtemittel im Gewichtsverhältnis 100:5. Stellen Sie sicher, dass die Mischung gründlich vermischt ist.
Notiz: Der gemischte Klebstoff muss innerhalb von 3 Stunden verarbeitet werden. Jede 3,5 kg-Fässer LPT3008 Klebstoff deckt ungefähr 4 Quadratmeter Gummi ab.
Schritt 2. Klebstoff auf Gummi- und Metalloberflächen auftragen:
Tragen Sie den Klebstoff in zwei Schichten auf und achten Sie darauf, dass jede Schicht gleichmäßig verteilt ist, damit der Klebstoff vollständig in die Klebefläche eindringt. Lassen Sie die erste Schicht vollständig trocknen, bevor Sie die zweite Schicht auftragen. Dies kann an einem Tag oder über zwei Tage hinweg erfolgen.

Um mehr über die Bedienungsanleitung und Sicherheitsrichtlinien für LPT 3008 zu erfahren, klicken Sie hier zum Herunterladen: LPT 3008 Sicherheitsdatenblatt, LPT 3008 TDS, ER 65 Sicherheitsdatenblatt.
Schritt 3. Verklebung:
Sobald die zweite Schicht trocken und nicht mehr klebrig ist, beginnen Sie mit dem Klebevorgang. Richten Sie die beiden Klebeflächen aus und drücken Sie sie zusammen. Klopfen Sie mit einem Gummihammer von der Mitte nach außen, um sicherzustellen, dass die Flächen fest miteinander verbunden sind und alle Lufteinschlüsse entfernt wurden.
Schritt 4. Nach dem Verkleben:

Warten Sie nach Abschluss der Verklebung mindestens 3 Stunden, bevor Sie mit Schneide- oder Schleifarbeiten am Gummi fortfahren. Lassen Sie die verklebten Materialien mindestens 24 Stunden ruhen, um eine ausreichende Klebefestigkeit sicherzustellen.