Procedimiento de revestimiento de caucho: proceso de unión de metal a caucho
Explicación detallada del procedimiento de revestimiento de caucho para materiales de caucho tipo Lina-tex, incluidos los pasos y los puntos técnicos clave del proceso de unión de metal a caucho.
- Proceso de preparación de superficies metálicas:
- Proceso de preparación de superficies de caucho:
- Proceso de unión metal-caucho:
Proceso de preparación de superficies metálicas:
Paso 1. Rectificado y desbaste:
Lije, granale o haga áspera la superficie metálica para lograr un perfil de superficie de 80 micrones. Luego, asegúrese de que la superficie metálica esté completamente limpia para eliminar cualquier contaminante.

Paso 2. Pretratamiento de superficie:
Dentro de las 4 horas posteriores al granallado, aplique un agente de pretratamiento de metales (por ejemplo, LOCTITE SF-7467) sobre la superficie metálica limpia y seca. Este pretratamiento garantiza una mejor adherencia.

Paso 3. Eliminación del agente de pretratamiento:
Después de aplicar el agente de pretratamiento durante 1 minuto (no exceder los 5 minutos), retire el exceso utilizando un rodillo de espuma absorbente y papel absorbente. Este tratamiento puede proteger la superficie metálica contra el óxido hasta por 7 días.
Paso 4. Aplicación del adhesivo para metales LPT1205:
Mezcle bien el Adhesivo para metales LPT1205 Antes de la aplicación. Aplique una capa uniforme sobre la superficie metálica preparada con un pincel o rodillo. Después de la aplicación, deje que el adhesivo se seque naturalmente a temperatura ambiente durante 60 minutos. Si es posible, aplique calor para mejorar el rendimiento de la unión. El espesor típico de la película seca debe estar entre 5,1 y 10,2 micrones. Después de aplicar el adhesivo, asegúrese de que las piezas metálicas se almacenen correctamente, protegidas del polvo, el aceite y la humedad, y el tiempo máximo de almacenamiento no debe superar un mes.

Para obtener más información sobre las instrucciones de funcionamiento y las pautas de seguridad del LPT1205, haga clic para descargar: Hoja de datos de seguridad del LPT1205, LPT1205 TDS.
Productos alternativos:
Los clientes también pueden utilizar los productos CHEMLOK 205 y CHEMLOK 220. Primero, aplique una capa de CHEMLOK 205 sobre la superficie metálica tratada. Una vez que esté completamente seca, aplique una segunda capa de CHEMLOK 220.
Nota:
Si se requiere vulcanización, después de aplicar el adhesivo, coloque las piezas de metal tratadas en el molde caliente. Llénelo rápidamente con caucho y cierre el molde para evitar el curado prematuro del adhesivo de metal, lo que podría provocar fallas. Asegúrese de que tanto el adhesivo de metal como el caucho se curen simultáneamente. El tiempo de curado debe coincidir con el tiempo de vulcanización para lograr el mejor rendimiento de unión.
Proceso de preparación de superficies de caucho:
Paso 1. Molienda:
Utilice una muela de carburo de tungsteno para raspar la superficie de unión de caucho no contaminada. Durante el raspado, tenga cuidado de no pulir ni quemar el caucho. Después del raspado, limpie bien la superficie de caucho. Si el caucho ha sido tratado previamente con raspado de un solo lado en la fábrica, no es necesario ningún otro tratamiento.

Paso 2. Limpieza y secado:
Limpie la superficie de goma con Agente de limpieza LPT360 Para eliminar la suciedad y los residuos. Después de limpiar, dejar secar la superficie de forma natural o aplicar calor para secarla por completo, asegurándose de que la goma quede libre de humedad.
Paso 3. Cortar la goma:
Marca y corta la goma en las formas y tamaños requeridos.
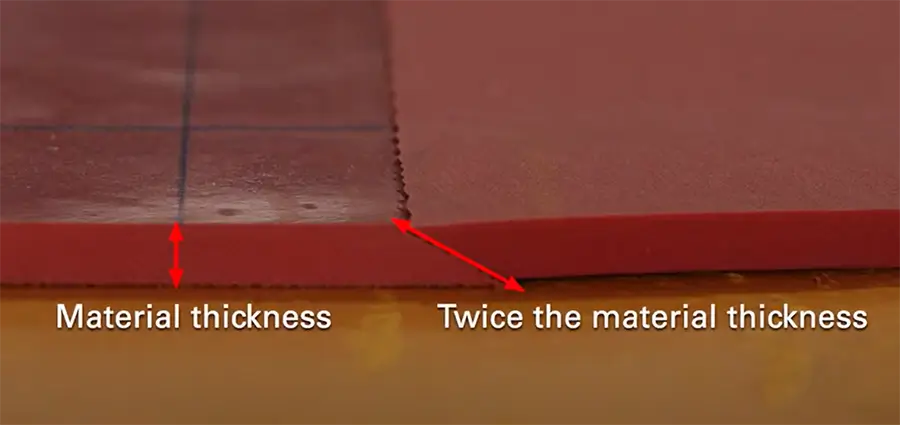
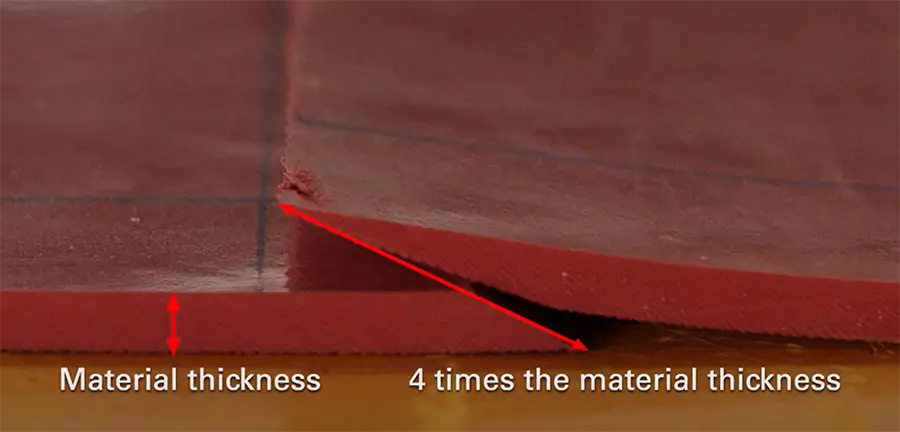
Tratamiento articular:
Normalmente, se utiliza una junta traslapada trapezoidal estándar, lo que garantiza que la longitud de la superposición inclinada en la junta sea al menos el doble del espesor del caucho.
Para aplicaciones donde el ambiente es ácido o altamente corrosivo, como revestimientos de tanques de agua, utilice una junta trapezoidal superpuesta, donde la longitud de la superposición inclinada debe ser cuatro veces el espesor del caucho.
Paso 4. Aplicación del agente de tratamiento de caucho:
Derramar Componente B del agente de tratamiento de caucho LPT366 dentro del Un componente y mezclar bien hasta que B se disuelva completamente. Nota: El agente de tratamiento mezclado debe usarse dentro de las 4 horas.
Después de mezclar, aplique una capa uniforme del agente de tratamiento de caucho sobre la superficie de unión preparada del caucho. Deje que se seque de forma natural o acelere el proceso de secado con calor.
Para obtener más información sobre las instrucciones de funcionamiento y las pautas de seguridad de LPT 366, haga clic para descargar: Hoja de datos de seguridad del LPT 366 ,LPT 366 TDS .
Proceso de unión metal-caucho:
Paso 1. Mezcla del adhesivo:
Mezcla Adhesivo LPT3008 y Agente de curado ER65 en una proporción de peso de 100:5. Asegúrese de que la mezcla esté bien mezclada.
Nota: El adhesivo mezclado debe utilizarse en un plazo de 3 horas. Cada bidón de 3,5 kg de Adhesivo LPT3008 Cubre aproximadamente 4 metros cuadrados de caucho.
Paso 2. Aplicación de adhesivo a superficies de caucho y metal:
Aplique el adhesivo en dos capas, asegurándose de que cada capa se distribuya de manera uniforme para garantizar la penetración total del adhesivo en la superficie a unir. Después de la primera capa, deje que se seque por completo antes de aplicar la segunda capa. Esto se puede hacer en un día o en dos días.

Para obtener más información sobre las instrucciones de funcionamiento y las pautas de seguridad del LPT 3008, haga clic para descargar: Hoja de datos de seguridad del LPT 3008, LPT 3008 TDS, Hoja de datos de seguridad del ER 65.
Paso 3. Vinculación:
Una vez que la segunda capa esté seca al tacto y ya no esté pegajosa, comience el proceso de unión. Alinee las dos superficies de unión y presiónelas juntas. Use un martillo de goma para golpear desde el centro hacia afuera, asegurándose de que las superficies estén bien unidas y de que se eliminen las bolsas de aire.
Paso 4. Post-unión:

Una vez finalizada la unión, espere al menos 3 horas antes de proceder a realizar cualquier operación de corte o pulido en el caucho. Deje reposar los materiales unidos durante un mínimo de 24 horas para garantizar una resistencia de unión suficiente.