रबर लाइनिंग प्रक्रिया-धातु से रबर बॉन्डिंग प्रक्रिया
लीना-टेक्स प्रकार की रबर सामग्री के लिए रबर लाइनिंग प्रक्रिया का विस्तृत विवरण, जिसमें धातु-से-रबर बॉन्डिंग प्रक्रिया के चरण और तकनीकी मुख्य बिंदु शामिल हैं।.
धातु सतह तैयार करने की प्रक्रिया:
स्टेप 1। पीसना और खुरदुरा करना:
धातु की सतह को 80 माइक्रोन की सतह प्रोफ़ाइल प्राप्त करने के लिए पीसें, ग्रिट ब्लास्ट करें या खुरदरा करें। इसके बाद, सुनिश्चित करें कि धातु की सतह को किसी भी दूषित पदार्थ को हटाने के लिए अच्छी तरह से साफ किया गया है।

चरण दो। सतह पूर्व उपचार:
ब्लास्टिंग के 4 घंटे के भीतर, धातु पूर्व उपचार एजेंट (जैसे, लोकटाइट SF-7467) को साफ और सूखी धातु की सतह पर लगाया जाता है। यह पूर्व उपचार बेहतर आसंजन सुनिश्चित करता है।

चरण 3. पूर्व-उपचार एजेंट को हटाना:
प्री-ट्रीटमेंट एजेंट को 1 मिनट तक लगाने के बाद (5 मिनट से ज़्यादा न लगाएं), एक शोषक फोम रोलर और शोषक कागज़ का उपयोग करके अतिरिक्त को हटा दें। यह उपचार धातु की सतह को 7 दिनों तक जंग से बचा सकता है।
चरण 4। LPT1205 धातु चिपकने वाला लगाना:
अच्छी तरह से मिलाएं LPT1205 धातु चिपकने वाला आवेदन से पहले। ब्रश या रोलर का उपयोग करके, तैयार धातु की सतह पर एक समान परत लगाएं। आवेदन के बाद, चिपकने वाले पदार्थ को कमरे के तापमान पर 60 मिनट तक प्राकृतिक रूप से सूखने दें। यदि संभव हो, तो गर्मी लगाने से बॉन्डिंग प्रदर्शन में सुधार होगा। सामान्य सूखी फिल्म की मोटाई 5.1-10.2 माइक्रोन के बीच होनी चाहिए। चिपकने वाला लगाने के बाद, सुनिश्चित करें कि धातु के हिस्सों को ठीक से संग्रहीत किया गया है, धूल, तेल और नमी से सुरक्षित है, और अधिकतम भंडारण समय एक महीने से अधिक नहीं होना चाहिए।

LPT1205 के संचालन निर्देशों और सुरक्षा दिशानिर्देशों के बारे में अधिक जानने के लिए, कृपया डाउनलोड करने के लिए क्लिक करें: एलपीटी1205 एमएसडीएस, एलपीटी1205 टीडीएस.
वैकल्पिक उत्पाद:
ग्राहक CHEMLOK 205 और CHEMLOK 220 उत्पादों का भी उपयोग कर सकते हैं। सबसे पहले, उपचारित धातु की सतह पर CHEMLOK 205 की एक परत लगाएं। पूरी तरह से सूख जाने के बाद, CHEMLOK 220 की दूसरी परत लगाएं।
टिप्पणी:
यदि वल्कनाइजेशन की आवश्यकता है, तो चिपकने वाला लगाने के बाद, उपचारित धातु के टुकड़ों को गर्म मोल्ड में रखें। जल्दी से रबर भरें और मोल्ड को बंद करें ताकि धातु चिपकने वाला समय से पहले ठीक न हो जाए, जिससे विफलता हो सकती है। सुनिश्चित करें कि धातु चिपकने वाला और रबर दोनों एक साथ ठीक हो जाएं। सबसे अच्छा बॉन्डिंग प्रदर्शन प्राप्त करने के लिए ठीक होने का समय वल्कनाइजेशन समय के साथ संरेखित होना चाहिए।
रबर सतह तैयार करने की प्रक्रिया:
स्टेप 1। पिसाई:
बिना किसी प्रदूषण वाली रबर बॉन्डिंग सतह को खुरदरा करने के लिए टंगस्टन कार्बाइड ग्राइंडिंग व्हील का उपयोग करें। पीसने के दौरान, रबर को चमकाने या जलाने से बचने का ध्यान रखें। पीसने के बाद, रबर की सतह को अच्छी तरह से साफ करें। यदि रबर को कारखाने में सिंगल-साइड रफिंग के साथ पहले से उपचारित किया गया है, तो आगे कोई उपचार आवश्यक नहीं है।

चरण दो। सफाई और सुखाना:
रबर की सतह को साफ करें LPT360 सफाई एजेंट गंदगी और अवशेषों को हटाने के लिए। सफाई के बाद, सतह को प्राकृतिक रूप से सूखने दें या इसे पूरी तरह से सुखाने के लिए गर्मी लगाएँ, यह सुनिश्चित करते हुए कि रबर नमी से मुक्त है।
चरण 3. रबर काटना:
रबर को चिह्नित करें और आवश्यक आकार और माप में काट लें।
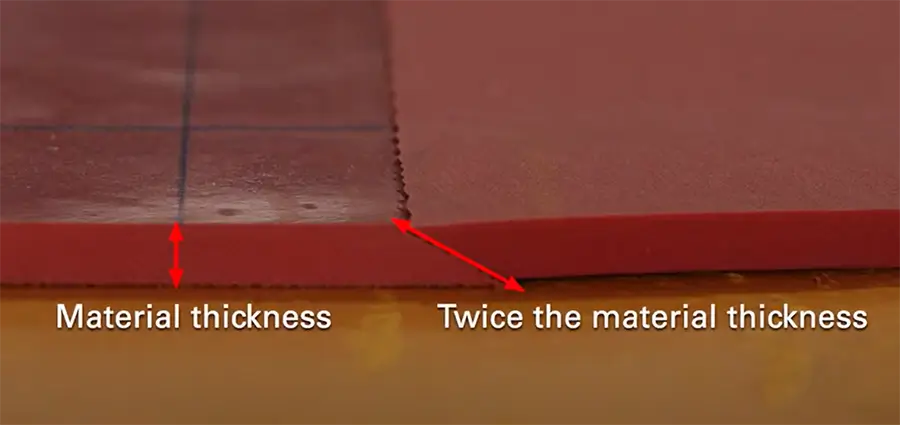
जोड़ो का उपचार:
आमतौर पर, एक मानक समलम्बाकार लैप जोड़ का उपयोग किया जाता है, जिससे यह सुनिश्चित होता है कि जोड़ पर ढलान वाले ओवरलैप की लंबाई रबर की मोटाई से कम से कम दोगुनी हो।
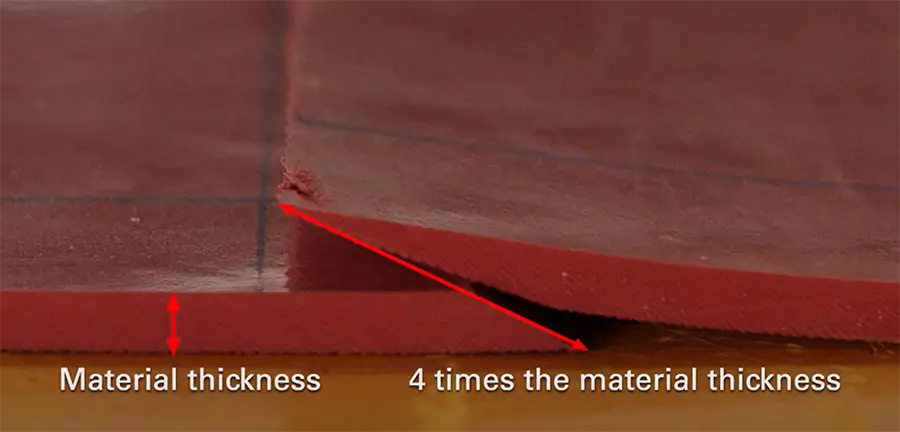
ऐसे अनुप्रयोगों के लिए जहां वातावरण अम्लीय या अत्यधिक संक्षारक है, जैसे कि पानी की टंकी की लाइनिंग, ओवरलैपिंग ट्रेपोजॉइडल जोड़ का उपयोग करें, जहां ढलान वाले ओवरलैप की लंबाई रबर की मोटाई से चार गुना होनी चाहिए।
चरण 4। रबर उपचार एजेंट का प्रयोग:
बहना एलपीटी366 रबर उपचार एजेंट बी घटक में एक घटक और तब तक अच्छी तरह मिलाएँ जब तक कि B पूरी तरह से घुल न जाए। नोट: मिश्रित उपचार एजेंट का उपयोग 4 घंटे के भीतर किया जाना चाहिए।
मिश्रण करने के बाद, रबर की तैयार बॉन्डिंग सतह पर रबर ट्रीटमेंट एजेंट की एक समान परत लगाएँ। इसे प्राकृतिक रूप से सूखने दें या गर्मी से सुखाने की प्रक्रिया को तेज़ करें।
एलपीटी 366 के संचालन निर्देशों और सुरक्षा दिशानिर्देशों के बारे में अधिक जानने के लिए कृपया डाउनलोड करने हेतु क्लिक करें: एलपीटी 366 एमएसडीएस ,एलपीटी 366 टीडीएस .
धातु-रबर बंधन प्रक्रिया:
स्टेप 1। चिपकने वाला मिश्रण:
मिक्स एलपीटी3008 चिपकने वाला और ER65 क्योरिंग एजेंट 100:5 वज़न के अनुपात में मिश्रण को अच्छी तरह मिलाएँ। सुनिश्चित करें कि मिश्रण अच्छी तरह से मिश्रित हो।
टिप्पणी: मिश्रित चिपकने वाले पदार्थ का उपयोग 3 घंटे के भीतर किया जाना चाहिए। प्रत्येक 3.5 किग्रा ड्रम एलपीटी3008 चिपकने वाला यह लगभग 4 वर्ग मीटर रबर को कवर करता है।
चरण दो। रबर और धातु की सतहों पर चिपकाने वाला पदार्थ लगाना:
चिपकने वाले पदार्थ को दो कोट में लगाएं, सुनिश्चित करें कि प्रत्येक कोट समान रूप से फैला हुआ हो ताकि चिपकने वाला पदार्थ बॉन्डिंग सतह में पूरी तरह से प्रवेश कर सके। पहले कोट के बाद, दूसरे कोट को लगाने से पहले इसे पूरी तरह से सूखने दें। यह एक दिन या दो दिनों में किया जा सकता है।

एलपीटी 3008 के संचालन निर्देशों और सुरक्षा दिशानिर्देशों के बारे में अधिक जानने के लिए, कृपया डाउनलोड करने के लिए क्लिक करें: एलपीटी 3008 एमएसडीएस, एलपीटी 3008 टीडीएस, ईआर 65 एमएसडीएस.
चरण 3. संबंध:
जब दूसरा कोट छूने पर सूख जाए और चिपचिपा न रहे, तो बॉन्डिंग प्रक्रिया शुरू करें। दो बॉन्डिंग सतहों को संरेखित करें और उन्हें एक साथ दबाएं। केंद्र से बाहर की ओर टैप करने के लिए रबर के हथौड़े का उपयोग करें, सुनिश्चित करें कि सतहें कसकर बंधी हुई हैं और कोई भी हवा की जेबें हटा दी गई हैं।
चरण 4। बॉन्डिंग के बाद:

बॉन्डिंग पूरी होने के बाद, रबर पर कोई भी कटिंग या ग्राइंडिंग ऑपरेशन शुरू करने से पहले कम से कम 3 घंटे प्रतीक्षा करें। पर्याप्त बॉन्डिंग मज़बूती सुनिश्चित करने के लिए बॉन्ड की गई सामग्री को कम से कम 24 घंटे तक आराम करने दें।