Problems and Solutions in Rubber Lining Processes

What is Rubber Lining Equipment?
‘Rubber Lining Equipment,’ also known as ‘Rubber Liner Equipment,’ involves adhering rubber sheets to the working surface of equipment to isolate corrosive mediums, achieving resistance to corrosion, wear, oil, or insulation. Rubber lining technology is quite mature, typically categorized into cold vulcanized rubber lining and hot vulcanized rubber lining. Compared to other metal linings like stainless steel, rubber lining offers unmatched advantages in construction costs, processing difficulty, and production cycles. Hence, it’s widely used in mining, metallurgy, chemical, environmental protection, power generation, and military fields.
Challenges and Solutions in Rubber Lining Construction:
Rubber lining construction involves complex procedures and is sensitive to materials and environmental factors, requiring skilled workers. Quality issues can lead to equipment failure or significantly reduce its lifespan. Here are some common problems and solutions in rubber lining construction:
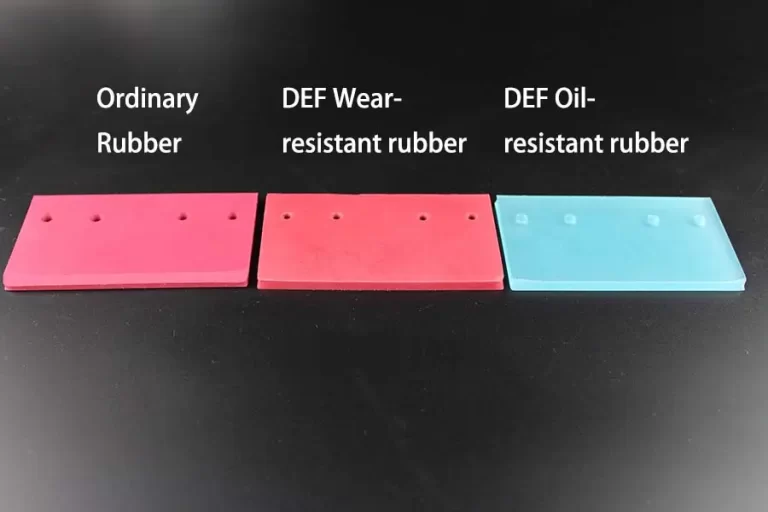
- Selection and Preparation of Rubber Lining Material:
Common rubber materials for lining include natural rubber, neoprene, and butyl rubber. The choice of rubber depends on the physical and chemical properties of the medium in contact with the rubber lining. It’s essential to evaluate based on environmental characteristics and specific requirements. Different types and brands of rubber sheets have their application scopes. Selection should consider the manufacturer’s specifications, empirical data, and past experiences. - Surface Preparation of the Substrate:
Surface preparation of the substrate is crucial before Rubber Lining Processes like pickling, steam heating, and shot blasting remove oils, rust, and other impurities, increasing the surface roughness. Post-surface treatment, check for smooth weld seams and defects. Welding flaws like porosity or cracks should be promptly rectified, followed by re-blasting. Care must be taken not to over-grind weld joints, as it can weaken the structural integrity. Round off sharp internal angles to prevent rubber detachment due to stress concentration. Ensure sufficient weld material is present before grinding. Generally, the radius of the fillet in internal angles should be more than 5mm. - Rubber Cutting and Considerations:
Optimal construction quality requires careful consideration during rubber cutting:- Minimize overlaps between rubber sheets.
- Ensure rational design and precise dimensions, maximizing material efficiency.
- Keep the work area clean and free from oil and dust.
- Use beveled edges for overlaps, typically 3-3.5 times the thickness of the rubber sheet.
- Gluing Process and Key Points:
Though simple, the gluing process is vital for construction quality. Use adhesives compatible with the rubber type, determine the number of glue layers and drying time. Typically, apply three layers on the metal surface and two on the rubber, drying time varies based on ambient conditions. - Vulcanization Methods for Rubber Lining Process:
Vulcanization is generally divided into self-vulcanization, pre-vulcanization, and pressure vulcanization.- Pre-vulcanized rubber sheets: Known for superior wear resistance and ability to withstand high pressure and impact, they’re less adhesive to substrates and often used in secondary lining or bottom parts of easily worn equipment.
- Self-vulcanized rubber sheets: Offer stronger adhesion but lower wear and pressure resistance, suitable for lower-pressure areas.
- Pressure-vulcanized rubber sheets: Typically made of natural rubber, these offer high hardness, strong adhesion, and excellent wear, pressure, and corrosion resistance. They’re costlier and used where high resistance is required.
- Impact of Humidity on Rubber Lining:
Humidity greatly affects the quality of rubber lining construction, ideally kept below 80%. In high humidity, heaters or dehumidifiers are used to reduce moisture levels. After achieving desired humidity, wait for 1-2 hours before starting construction to prevent condensation on the substrate. Ensure ventilation when working with multiple workers to avoid condensation from breath or sweat. - Post-Construction Inspection and Repair:
- For pre-vulcanized rubber: Check for rebound, especially at overlaps and transitions, which might occur 48 hours post-construction.
- Repair of pressure-vulcanized rubber: Incorrect repair methods can lead to ‘short board effect,’ reducing overall equipment lifespan. For small bubbles, grind the area and patch with uncured rubber, curing with a heat lamp at 120℃ or boiling water. For larger defects, re-lining is often more reliable than patching.
- For minor damages on non-media contact surfaces (like flanges), hard rubber putty can offer a simple fix.
With continuous improvement in rubber lining materials and techniques, their application extends beyond traditional mining to areas like seawater desalination and flue gas desulfurization. While focusing on material development, equal importance should be given to optimizing construction techniques, as minor flaws during construction can lead to severe consequences. For those interested in rubber lining construction, materials, or techniques, DEF Rubber is eager to explore and discuss further possibilities.