عملية البطانة المطاطية - عملية ربط المعدن بالمطاط
شرح مفصل لإجراءات تبطين المطاط لمواد المطاط من نوع Lina-tex، بما في ذلك الخطوات والنقاط الفنية الرئيسية لعملية ربط المعدن بالمطاط.
عملية تحضير السطح المعدني:
الخطوة 1. الطحن والتخشين:
قم بطحن أو صقل أو خشونة سطح المعدن للحصول على سطح بسمك 80 ميكرون. بعد ذلك، تأكد من تنظيف سطح المعدن جيدًا لإزالة أي ملوثات.

الخطوة 2. المعالجة المسبقة للسطح:
في غضون 4 ساعات من التفجير، ضع عامل المعالجة الأولية للمعادن (على سبيل المثال، لوكتايت SF-7467) على السطح المعدني المنظف والمجفف. تضمن هذه المعالجة المسبقة التصاقًا أفضل.

الخطوة 3. إزالة عامل المعالجة المسبقة:
بعد تطبيق عامل المعالجة المسبقة لمدة دقيقة واحدة (لا تتجاوز 5 دقائق)، قم بإزالة الفائض باستخدام أسطوانة رغوية ماصة وورق ماص. يمكن أن يحمي هذا العلاج سطح المعدن من الصدأ لمدة تصل إلى 7 أيام.
الخطوة 4. تطبيق لاصق المعادن LPT1205:
قم بخلط المكونات جيدا مادة لاصقة معدنية LPT1205 قبل التطبيق. باستخدام فرشاة أو بكرة، ضع طبقة موحدة على السطح المعدني المُجهز. بعد التطبيق، اترك المادة اللاصقة تجف بشكل طبيعي في درجة حرارة الغرفة لمدة 60 دقيقة. إذا أمكن، فإن تطبيق الحرارة سيحسن من أداء الترابط. يجب أن يكون سمك الفيلم الجاف النموذجي بين 5.1-10.2 ميكرون. بعد تطبيق المادة اللاصقة، تأكد من تخزين الأجزاء المعدنية بشكل صحيح، وحمايتها من الغبار والزيت والرطوبة، ويجب ألا يتجاوز الحد الأقصى لوقت التخزين شهرًا واحدًا.

لمعرفة المزيد عن تعليمات التشغيل وإرشادات السلامة الخاصة بـ LPT1205، يرجى النقر للتنزيل: ورقة بيانات سلامة المواد LPT1205, جهاز قياس مستوى الماء في الجسم LPT1205.
المنتجات البديلة:
يمكن للعملاء أيضًا استخدام منتجات CHEMLOK 205 وCHEMLOK 220. أولاً، ضع طبقة من CHEMLOK 205 على سطح المعدن المعالج. بمجرد أن يجف تمامًا، ضع طبقة ثانية من CHEMLOK 220.
ملحوظة:
إذا كانت هناك حاجة إلى عملية البركنة، فبعد وضع المادة اللاصقة، ضع قطع العمل المعدنية المعالجة في القالب الساخن. املأ القالب بسرعة بالمطاط وأغلقه لمنع المعالجة المبكرة للمادة اللاصقة المعدنية، مما قد يؤدي إلى الفشل. تأكد من معالجة المادة اللاصقة المعدنية والمطاط في نفس الوقت. يجب أن يتوافق وقت المعالجة مع وقت البركنة لتحقيق أفضل أداء للترابط.
عملية تحضير سطح المطاط:
الخطوة 1. طحن:
استخدم عجلة طحن كربيد التنغستن لصقل سطح المطاط غير الملوث. أثناء الصقل، احرص على تجنب تلميع المطاط أو حرقه. بعد الصقل، نظف سطح المطاط جيدًا. إذا تم معالجة المطاط مسبقًا باستخدام تقنية الصقل من جانب واحد في المصنع، فلا داعي لمزيد من المعالجة.

الخطوة 2. التنظيف والتجفيف:
نظف سطح المطاط باستخدام عامل التنظيف LPT360 لإزالة الأوساخ والبقايا. بعد التنظيف، اترك السطح ليجف بشكل طبيعي أو استخدم الحرارة لتجفيفه تمامًا، مع التأكد من خلو المطاط من الرطوبة.
الخطوة 3. قطع المطاط:
قم بوضع علامة على المطاط وقطعه إلى الأشكال والأحجام المطلوبة.
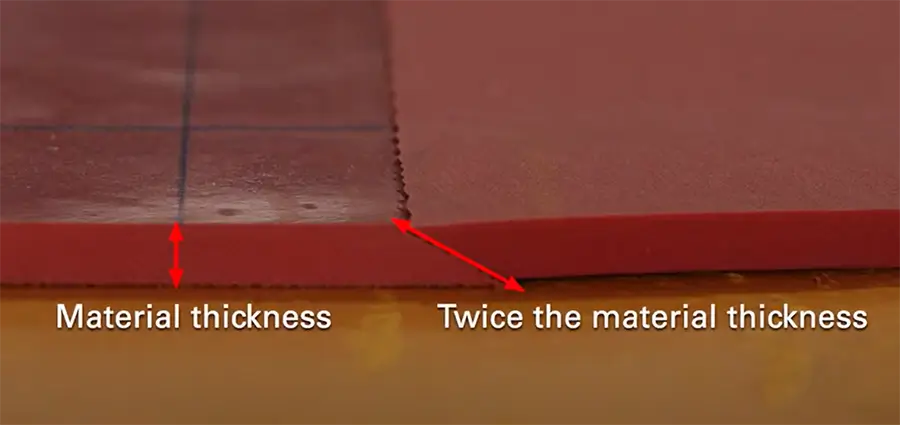
علاج المفاصل:
عادة، يتم استخدام وصلة متداخلة شبه منحرفة قياسية، مما يضمن أن يكون طول التداخل المائل عند المفصل ضعف سمك المطاط على الأقل.
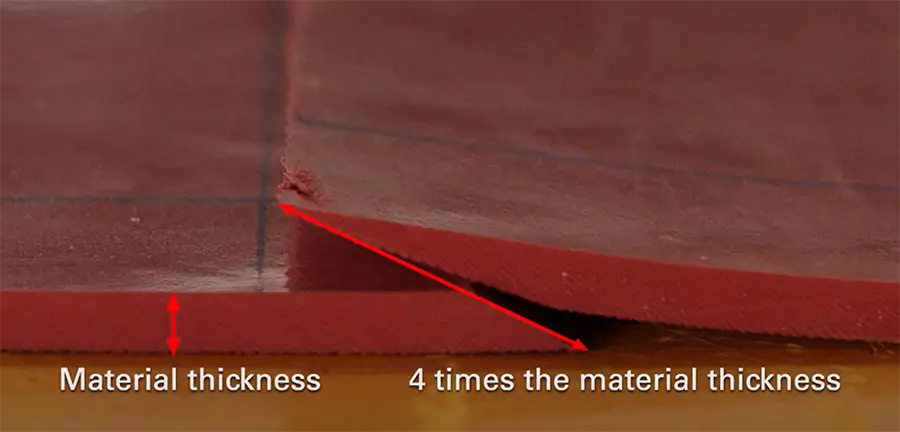
بالنسبة للتطبيقات التي تكون فيها البيئة حمضية أو شديدة التآكل، مثل بطانات خزان المياه، استخدم وصلة شبه منحرفة متداخلة، حيث يجب أن يكون طول التداخل المائل أربعة أضعاف سمك المطاط.
الخطوة 4. تطبيق عامل معالجة المطاط:
صب مكون B من عامل معالجة المطاط LPT366 الى داخل مكون واحد واخلطي جيدًا حتى يذوب B تمامًا. ملاحظة: يجب استخدام عامل المعالجة المختلط في غضون 4 ساعات.
بعد الخلط، ضع طبقة موحدة من عامل معالجة المطاط على سطح الترابط المجهز للمطاط. اتركه حتى يجف بشكل طبيعي أو قم بتسريع عملية التجفيف بالحرارة.
لمعرفة المزيد عن تعليمات التشغيل وإرشادات السلامة الخاصة بـ LPT 366، يرجى النقر للتنزيل: ورقة بيانات سلامة المواد LPT 366 ,LPT 366 TDS .
عملية ربط المعدن بالمطاط:
الخطوة 1. خلط المادة اللاصقة:
مزج مادة لاصقة LPT3008 و عامل المعالجة ER65 بنسبة وزن 100:5. تأكد من مزج الخليط جيدًا.
ملحوظة: يجب استخدام المادة اللاصقة المختلطة خلال 3 ساعات. يجب وضع كل برميل سعة 3.5 كجم من المادة اللاصقة المختلطة في البرميل. مادة لاصقة LPT3008 يغطي حوالي 4 متر مربع من المطاط.
الخطوة 2. وضع المادة اللاصقة على الأسطح المطاطية والمعدنية:
ضع المادة اللاصقة على طبقتين، مع الحرص على توزيع كل طبقة بالتساوي لضمان اختراق المادة اللاصقة بالكامل لسطح الترابط. بعد الطبقة الأولى، اتركها لتجف تمامًا قبل وضع الطبقة الثانية. يمكن القيام بذلك في يوم واحد أو على مدى يومين.

لمعرفة المزيد عن تعليمات التشغيل وإرشادات السلامة لجهاز LPT 3008، يرجى النقر للتنزيل: ورقة بيانات سلامة المواد LPT 3008, LPT 3008 TDS, ورقة بيانات سلامة المواد ER 65.
الخطوة 3. الترابط:
بمجرد أن تجف الطبقة الثانية عند اللمس وتتوقف عن الالتصاق، ابدأ عملية الترابط. قم بمحاذاة سطحي الترابط واضغط عليهما معًا. استخدم مطرقة مطاطية للطرق من المنتصف إلى الخارج، مع التأكد من ترابط السطحين بإحكام وإزالة أي جيوب هوائية.
الخطوة 4. ما بعد الترابط:

بعد الانتهاء من عملية الترابط، انتظر لمدة 3 ساعات على الأقل قبل الشروع في أي عمليات قطع أو طحن على المطاط. اترك المواد المترابطة لترتاح لمدة لا تقل عن 24 ساعة لضمان قوة الترابط الكافية.