Процедура резиновой футеровки – процесс соединения металла с резиной
Подробное описание процедуры нанесения резиновой облицовки на резиновые материалы типа Lina-tex, включая этапы и ключевые технические моменты процесса соединения металла с резиной.
- Процесс подготовки поверхности металла:
- Процесс подготовки поверхности резины:
- Процесс соединения металла и резины:
Процесс подготовки поверхности металла:
Шаг 1. Шлифовка и придание шероховатости:
Отшлифуйте, отпескоструйте или придайте шероховатость металлической поверхности, чтобы получить профиль поверхности 80 микрон. После этого убедитесь, что металлическая поверхность тщательно очищена от любых загрязнений.

Шаг 2. Предварительная обработка поверхности:
В течение 4 часов после струйной обработки нанесите средство для предварительной обработки металла (например, ЛОКТАЙТ SF-7467) на очищенную и высушенную металлическую поверхность. Такая предварительная обработка обеспечивает лучшую адгезию.

Шаг 3. Удаление агента предварительной обработки:
После нанесения средства предварительной обработки на 1 минуту (не более 5 минут) удалите излишки с помощью впитывающего пенопластового валика и впитывающей бумаги. Такая обработка может защитить металлическую поверхность от ржавчины на срок до 7 дней.
Шаг 4. Нанесение клея для металла LPT1205:
Тщательно перемешайте. LPT1205 металлический клей перед нанесением. Кистью или валиком нанесите равномерный слой на подготовленную металлическую поверхность. После нанесения дайте клею высохнуть естественным образом при комнатной температуре в течение 60 минут. Если возможно, применение тепла улучшит эффективность склеивания. Типичная толщина сухой пленки должна составлять 5,1–10,2 мкм. После нанесения клея убедитесь, что металлические детали хранятся надлежащим образом, защищены от пыли, масла и влаги, а максимальный срок хранения не должен превышать одного месяца.

Чтобы узнать больше об инструкциях по эксплуатации и мерах безопасности для LPT1205, нажмите здесь, чтобы загрузить: LPT1205 Паспорт безопасности, LPT1205 ТДС.
Альтернативные продукты:
Клиенты также могут использовать продукты CHEMLOK 205 и CHEMLOK 220. Сначала нанесите слой CHEMLOK 205 на обработанную металлическую поверхность. После полного высыхания нанесите второй слой CHEMLOK 220.
Примечание:
Если требуется вулканизация, после нанесения клея поместите обработанные металлические заготовки в горячую форму. Быстро заполните резиной и закройте форму, чтобы предотвратить преждевременное отверждение металлического клея, что может привести к поломке. Убедитесь, что и металлический клей, и резина отверждаются одновременно. Время отверждения должно совпадать со временем вулканизации для достижения наилучших показателей склеивания.
Процесс подготовки поверхности резины:
Шаг 1. Шлифовка:
Используйте шлифовальный круг из карбида вольфрама для придания шероховатости незагрязненной резиновой связующей поверхности. Во время шлифования будьте осторожны, чтобы не полировать или не сжигать резину. После шлифования тщательно очистите резиновую поверхность. Если резина была предварительно обработана односторонней шероховатостью на заводе, то дальнейшая обработка не требуется.

Шаг 2. Чистка и сушка:
Очистите резиновую поверхность с помощью Чистящее средство LPT360 для удаления грязи и остатков. После очистки дайте поверхности высохнуть естественным путем или примените тепло, чтобы полностью высушить ее, убедившись, что резина не содержит влаги.
Шаг 3. Резка резины:
Разметьте и разрежьте резину на необходимые формы и размеры.
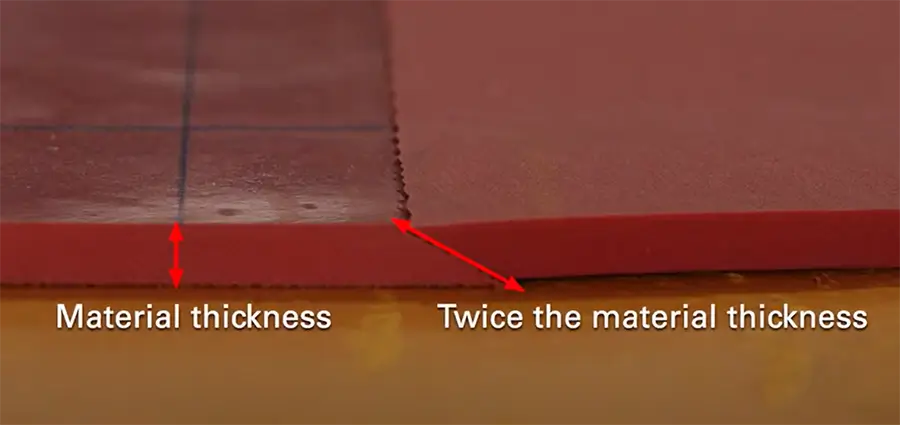
Лечение суставов:
Обычно используется стандартное трапециевидное соединение внахлест, гарантирующее, что длина наклонного нахлеста в месте соединения как минимум в два раза превышает толщину резины.
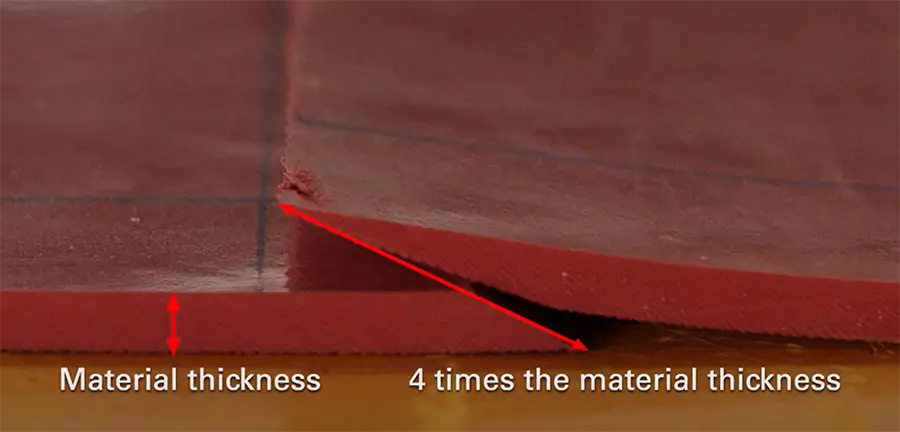
Для применений, где среда является кислой или высококоррозионной, например, для облицовки резервуаров с водой, используйте трапециевидное соединение внахлест, при этом длина наклонного нахлеста должна быть в четыре раза больше толщины резины.
Шаг 4. Нанесение средства для обработки резины:
Налить LPT366 Компонент B средства для обработки резины в Компонент и тщательно перемешайте до полного растворения B. Примечание: Смешанное средство для обработки следует использовать в течение 4 часов.
После смешивания нанесите равномерный слой средства для обработки резины на подготовленную склеиваемую поверхность резины. Дайте ему высохнуть естественным путем или ускорьте процесс высыхания с помощью тепла.
Чтобы узнать больше об инструкциях по эксплуатации и мерах безопасности для LPT 366, нажмите здесь, чтобы загрузить: Паспорт безопасности LPT 366 ,ЛПТ 366 ТДС .
Процесс соединения металла и резины:
Шаг 1. Смешивание клея:
Смешивание Клей LPT3008 и Отвердитель ER65 в весовом соотношении 100:5. Убедитесь, что смесь тщательно перемешана.
Примечание: Смешанный клей необходимо использовать в течение 3 часов. Каждая бочка весом 3,5 кг Клей LPT3008 покрывает около 4 квадратных метров резины.
Шаг 2. Нанесение клея на резиновые и металлические поверхности:
Нанесите клей в два слоя, следя за тем, чтобы каждый слой был равномерно распределен, чтобы обеспечить полное проникновение клея в склеиваемую поверхность. После первого слоя дайте ему полностью высохнуть перед нанесением второго слоя. Это можно сделать за один день или за два дня.

Чтобы узнать больше об инструкциях по эксплуатации и мерах безопасности для LPT 3008, нажмите здесь, чтобы загрузить: Паспорт безопасности LPT 3008, ЛПТ 3008 ТДС, ER 65 Паспорт безопасности.
Шаг 3. Склеивание:
Как только второй слой высохнет на ощупь и перестанет быть липким, начинайте процесс склеивания. Выровняйте две склеиваемые поверхности и прижмите их друг к другу. Используйте резиновый молоток, чтобы постучать от центра к краям, убедившись, что поверхности плотно склеены и все воздушные карманы удалены.
Шаг 4. После склеивания:

После завершения склеивания подождите не менее 3 часов, прежде чем приступать к любым операциям по резке или шлифовке резины. Дайте склеенным материалам отдохнуть не менее 24 часов, чтобы обеспечить достаточную прочность склеивания.