橡胶衬里工艺-金属与橡胶粘合工艺
对 Lina-tex 型橡胶材料的橡胶衬里工艺进行详细解释,包括金属与橡胶粘合工艺的步骤和技术要点。.
金属表面处理工艺:
步骤1. 研磨和粗化:
研磨、喷砂或打毛金属表面,使表面粗糙度达到 80 微米。之后,确保彻底清洁金属表面,去除所有污染物。

第 2 步。 表面预处理:
喷砂后 4 小时内,涂抹金属预处理剂(例如, 乐泰SF-7467) 涂到清洁干燥的金属表面上。这种预处理可确保更好的粘附性。

步骤3. 预处理剂的去除:
涂抹预处理剂 1 分钟后(不要超过 5 分钟),使用吸水泡沫滚筒和吸水纸去除多余部分。此处理可保护金属表面长达 7 天不生锈。
步骤4. 涂抹LPT1205金属粘合剂:
彻底混合 LPT1205金属胶 涂抹前。使用刷子或滚筒在准备好的金属表面上均匀涂抹一层。涂抹后,让粘合剂在室温下自然干燥 60 分钟。如果可能,加热将提高粘合性能。典型的干膜厚度应在 5.1–10.2 微米之间。涂抹粘合剂后,确保金属部件妥善存放,防止灰尘、油污和潮湿,最长存放时间不应超过一个月。

欲了解更多LPT1205的操作说明和安全指南,请点击下载: LPT1205 材料安全数据表, LPT1205 总溶解固体.
替代产品:
客户还可以使用 CHEMLOK 205 和 CHEMLOK 220 产品。首先,在处理过的金属表面涂上一层 CHEMLOK 205。待其完全干燥后,再涂上第二层 CHEMLOK 220。
笔记:
如需硫化,在涂胶后,将处理过的金属工件放入热模具中,迅速注胶合模,防止金属胶过早固化导致失效。确保金属胶与橡胶同时固化,固化时间应与硫化时间一致,以达到最佳粘接效果。
橡胶表面处理工艺:
步骤1. 研磨:
使用碳化钨砂轮将未受污染的橡胶粘合面打磨粗糙。打磨时,注意避免抛光或烧伤橡胶。打磨后,彻底清洁橡胶表面。如果橡胶在工厂已进行单面打磨预处理,则无需进一步处理。

第 2 步。 清洁和干燥:
用以下材料清洁橡胶表面 LPT360清洁剂 去除污垢和残留物。清洁后,让表面自然干燥或加热使其完全干燥,确保橡胶没有水分。
步骤3. 切割橡胶:
将橡胶标记并切割成所需的形状和尺寸。
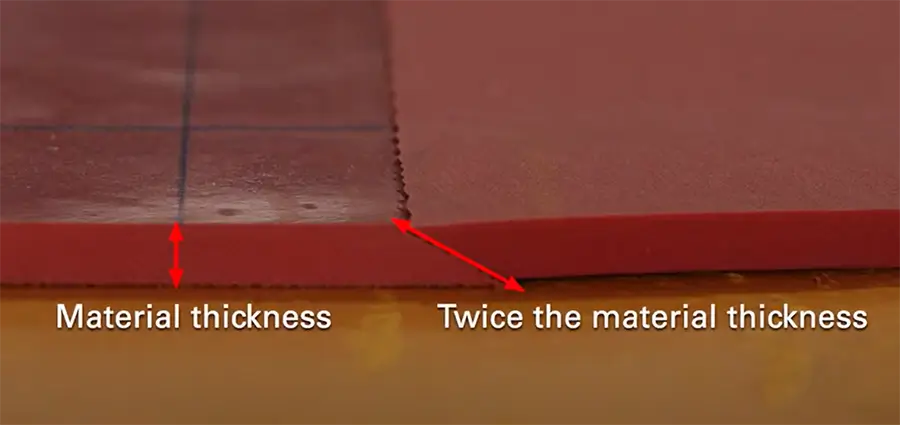
联合治疗:
通常采用标准的梯形搭接接头,确保接头处倾斜重叠的长度至少为橡胶厚度的两倍。
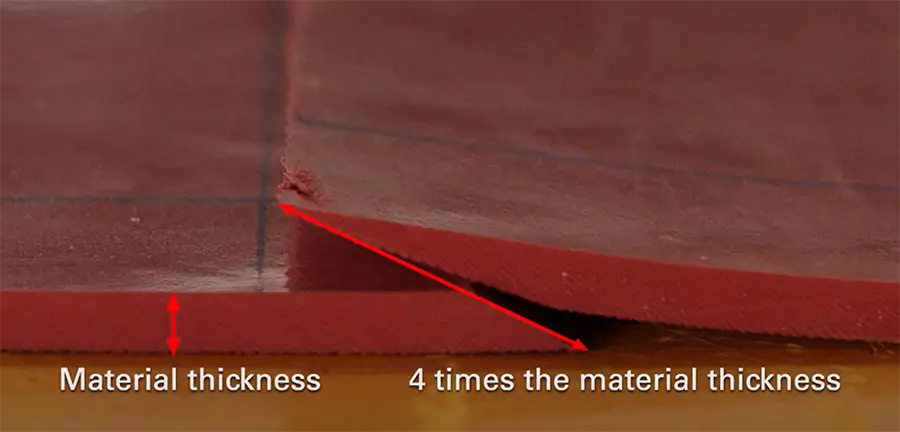
对于环境为酸性或高腐蚀性的应用,例如水箱衬里,请使用重叠梯形接头,其中倾斜重叠的长度应为橡胶厚度的四倍。
步骤4. 涂抹橡胶处理剂:
倒 LPT366橡胶处理剂B组份 进入 组件 并充分搅拌直至B完全溶解。注意:混合后的处理剂应在4小时内使用。
混合后,将橡胶处理剂均匀涂抹在准备好的橡胶粘合面上,让其自然干燥或加热加速干燥过程。
欲了解更多有关LPT 366的操作说明及安全指引,请点击下载: LPT 366 材料安全数据表 ,LPT 366 总阴离子 .
金属-橡胶粘合工艺:
步骤1. 混合粘合剂:
混合 LPT3008 粘合剂 和 ER65固化剂 按 100:5 的重量比混合。确保混合物充分混合。
笔记: 混合后的胶粘剂必须在3小时内使用。每桶3.5公斤 LPT3008 粘合剂 覆盖约4平方米的橡胶。
第 2 步。 将粘合剂涂抹到橡胶和金属表面:
涂两层粘合剂,确保每层均匀分布,以确保粘合剂完全渗透到粘合表面。涂完第一层后,待其完全干燥后再涂第二层。这可以在一天或两天内完成。

欲了解更多LPT 3008的操作说明和安全指南,请点击下载: LPT 3008 材料安全数据表, LPT 3008 总溶解固体, ER65 化学品安全技术说明书.
步骤3. 粘合:
当第二层涂料干燥且不再粘稠时,开始粘合过程。将两个粘合表面对齐并压在一起。使用橡胶锤从中心向外敲击,确保表面紧密粘合并且去除所有气泡。
步骤4. 粘合后:

完成粘合后,至少等待 3 小时,然后才能对橡胶进行任何切割或研磨操作。让粘合材料静置至少 24 小时,以确保足够的粘合强度。